클린룸



장비
SPEC
| 최소 이동 거리 | 12.5 ㎛ |
| 최대 인쇄 속도 | 0 ~ 20mm/s |
| 정밀도 | XYZ : 1 ㎛ |
| 온도 범위 | 30 ~ 200°C |
| 출력 베드 사이즈 | 100 x 100 x 100 (mm) |
| 출력 가능 재료 | Medical Grade PLGA, PCL, PLLA, PLA, Collagen, Alginate, Food, Cell Hydrogel type biomaterials 외 연구용 바이오 재료 |
International Journal of Bioprinting
Volume 9 Issue 1 (2023) _in press
스크류 압출 3D 바이오 프린터
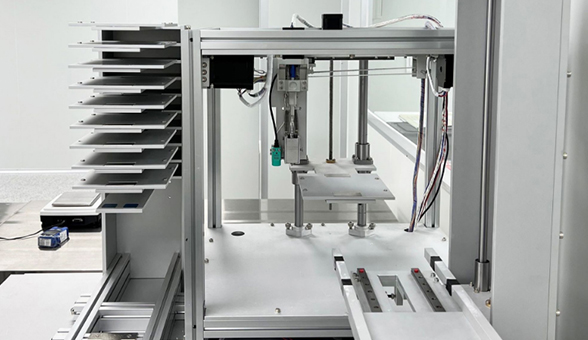
기존의 바이오 프린터는 일반적으로 공압식 압출기를 사용한다. 공압 압출은 구성이 단순하다는 장점이 있지만, 추가적인 공기 압축기가 필요하다.
공기 압축기의 용량이 낮을 때는 압력이 낮아져 압출량이 달라지며, 압력이 약하기 때문에 고점도 소재는 인쇄가 불가능하다는 단점이 있다.
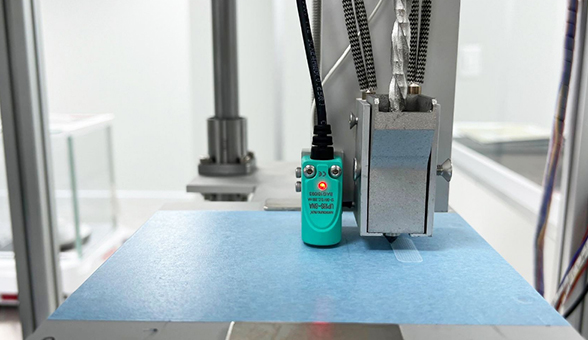
자사의 바이오 프린터는 스크류 압출기 시스템을 도입해 단점을 해결하였다. 스크류 압출 방식은 모터의 힘을 이용하기 때문에 압출량이 일정하고 압출력이 강하며, 스크류의 온도와 회전 속도를 제어함으로써 다양한 특성과 점도를 가진 소재를 인쇄할 수 있다.
공기 압축기의 용량이 낮을 때는 압력이 낮아져 압출량이 달라지며, 압력이 약하기 때문에 고점도 소재는 인쇄가 불가능하다는 단점이 있다.
자사의 바이오 프린터는 스크류 압출기 시스템을 도입해 단점을 해결하였다. 스크류 압출 방식은 모터의 힘을 이용하기 때문에 압출량이 일정하고 압출력이 강하며, 스크류의 온도와 회전 속도를 제어함으로써 다양한 특성과 점도를 가진 소재를 인쇄할 수 있다.
정밀도
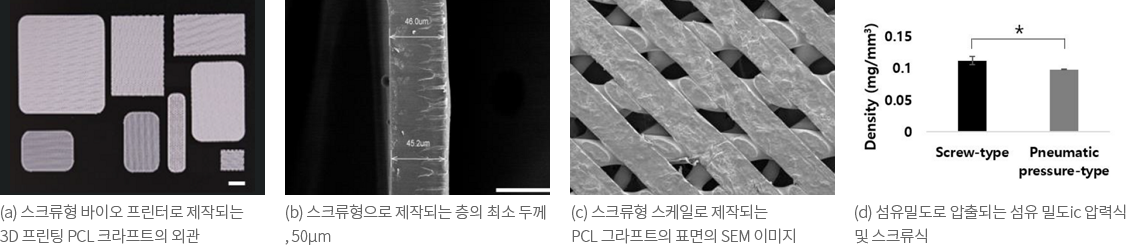
개발된 스크류형 바이오 프린터의 정밀도를 평가하기 위해 최소층 두께를 관찰하였다.
인쇄 구조물의 두께를 50 μm로 설정하여 크기를 측정한 결과 45.60±0.57 μm까지 정밀도가 높은 것을 확인할 수 있었다.
인쇄 구조물의 두께를 50 μm로 설정하여 크기를 측정한 결과 45.60±0.57 μm까지 정밀도가 높은 것을 확인할 수 있었다.
열적 특성
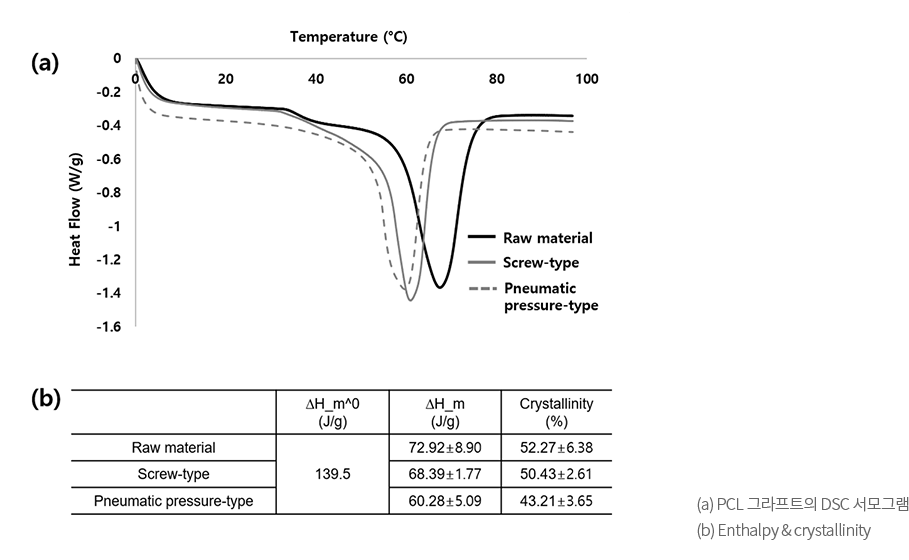
공압형 바이오 프린팅으로 제조된 구조물의 경우 각각 60.28±5.09J/g, 43.21±3.65%로 11.86%, 14.32% 감소하였다.
반면, 스크류형 바이오 프린터로 프린팅한 PCL 구조물의 전후를 비교해봤을 때, Enthalpy와 crystallinity는 68.39±1.77 J/g 및 50.43%로 원료에 비해 6.21%, 3.52% 감소하였다.
해당 비교를 통해 스크류형 바이오 프린터로 프린팅한 소재의 열적 특성 악화가 방지되었음을 알 수 있었다.
반면, 스크류형 바이오 프린터로 프린팅한 PCL 구조물의 전후를 비교해봤을 때, Enthalpy와 crystallinity는 68.39±1.77 J/g 및 50.43%로 원료에 비해 6.21%, 3.52% 감소하였다.
해당 비교를 통해 스크류형 바이오 프린터로 프린팅한 소재의 열적 특성 악화가 방지되었음을 알 수 있었다.
기계적 특성
2가지의 방식의 3D프린터로 동일한 조건에서 제조된 구조체의 강도를 조사하였다.
공압형 바이오 프린터에 의해 제조된 PCL 단일 파이버(fiber)의 인장 강도는 21.65±1.11 MPa, 3D 구조체의 인장 강도는 4.76±0.63MPa 값을 나타내었다.
스크류형 바이오 프린터에 의해 제조된 PCL 단일 파이버의 인장 강도는 29.18±2.10 MPa, 3D 구조체의 인장 강도는 6.18±0.15MPa, 굽힘 강도는 7.99±1.60MPa 값을 나타내었다.
위의 결과를 비교하였을 때, 공압 방식으로 제조된 샘플보다 스크류 방식으로 제조된 단일 파이버의 인장 강도가 약 34.76%, 3D 구조체의 인장 강도가 약 29.89%, 굽힘 강도가 약 67.76% 높았다.
공압형 바이오 프린터에 의해 제조된 PCL 단일 파이버(fiber)의 인장 강도는 21.65±1.11 MPa, 3D 구조체의 인장 강도는 4.76±0.63MPa 값을 나타내었다.
스크류형 바이오 프린터에 의해 제조된 PCL 단일 파이버의 인장 강도는 29.18±2.10 MPa, 3D 구조체의 인장 강도는 6.18±0.15MPa, 굽힘 강도는 7.99±1.60MPa 값을 나타내었다.
위의 결과를 비교하였을 때, 공압 방식으로 제조된 샘플보다 스크류 방식으로 제조된 단일 파이버의 인장 강도가 약 34.76%, 3D 구조체의 인장 강도가 약 29.89%, 굽힘 강도가 약 67.76% 높았다.

3D 프린팅 정확도
3D 프린팅의 정확성은 임플란트의 크기, 형태 및 미세 구조에 영향을 미치기 때문에 매우 중요한 요소이다.
인쇄의 정확도를 평가하기 위해 3D 구조의 원본 이미지와 일치하는 정도를 관찰했다.
곡면이 있는 복잡한 형상을 디자인하여 3D 구조를 제작하였다. 분석 결과 3D 구조와 원본 CAD 영상의 일치도는 약 98.35%로 나타났다.
인쇄의 정확도를 평가하기 위해 3D 구조의 원본 이미지와 일치하는 정도를 관찰했다.
곡면이 있는 복잡한 형상을 디자인하여 3D 구조를 제작하였다. 분석 결과 3D 구조와 원본 CAD 영상의 일치도는 약 98.35%로 나타났다.

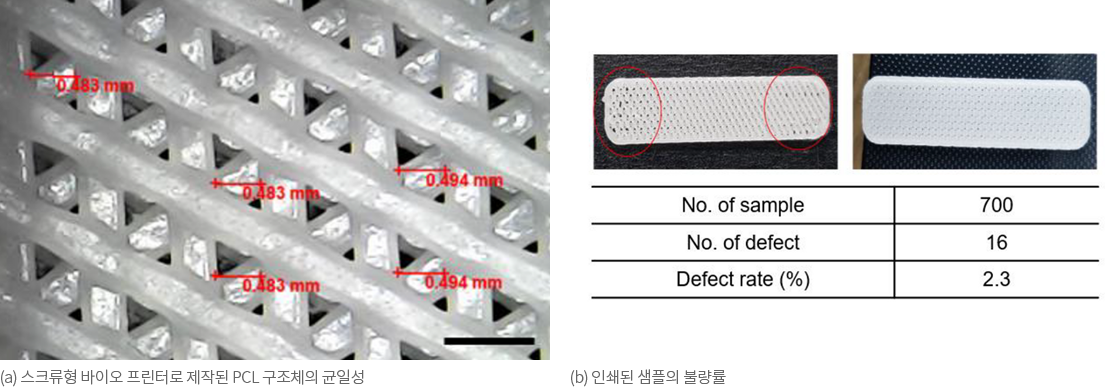
균일성 및 불량률
레이어 균일성은 신체 내 성능에 영향을 미치는 중요한 요소이다. 공압형 바이오 프린터를 이용하여 구조체를 제작할 때, 노즐을 통해 소재가 균일하게 압출되지 않아 결함이 발생한다.
반면, 스크류형 바이오 프린터의 스크류는 인쇄하는 동안 일정한 속도로 회전하여 재료를 압출시킨다. 이러한 메커니즘은 압출된 물질에 일정한 힘을 가할 수 있으므로, 레이어의 두께
및 형상을 제어할 수 있으며, 이 때문에 균일성이 높은 구조를 제작할 수 있다. 품질향상 및 생산성 지표로서 PCL 구조체의 균일성과 불량률을 설정하고 평가하였다.
인쇄된 샘플들의 레이어간 간격을 500 μm로 설정하여 측정하였다. 그 결과 평균값은 485.2 μm, 표준편차는 0.004919로 설정값의 99.5 내지 101.8%에 해당하여 매우 높은 균일도를
이루는 것을 확인할 수 있었으며, 샘플 700개 중 16개인 약 2.3%의 불량품이 생산되었고 이를 통해 불량률이 매우 낮다는 사실 또한 확인할 수 있었다.
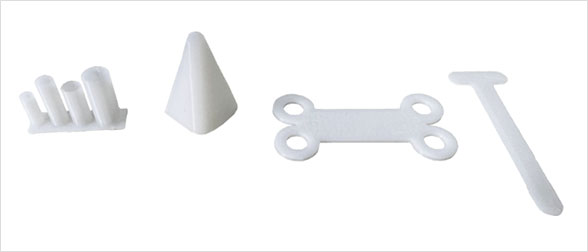
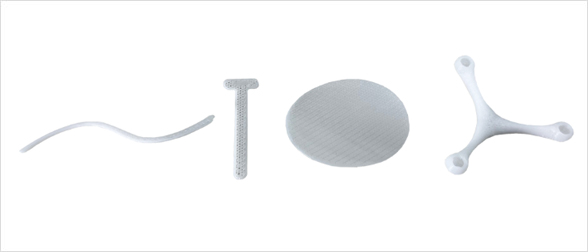
제작 가능 범위
생산 가능 제품군


생산 가능 재료
| 생산 가능 재료 | Tm (ºC) (temperature of melting point) / 상온~200ºC |
| IV(Inherent viscosity) / 0.16~7.5 dl/g |
터치 샘플 이미지
PLA
PCL
협력 업체
Partner
Major Customer
서비스 신청 방법

소재 샘플 제공 시 테스트 출력 후 진행
사용 소재 특성에 따라 정밀도, 형상 구현에 제약이 있을 수 있음
문의처
email
info@imedifab.com
Tel
02-2181-3658



